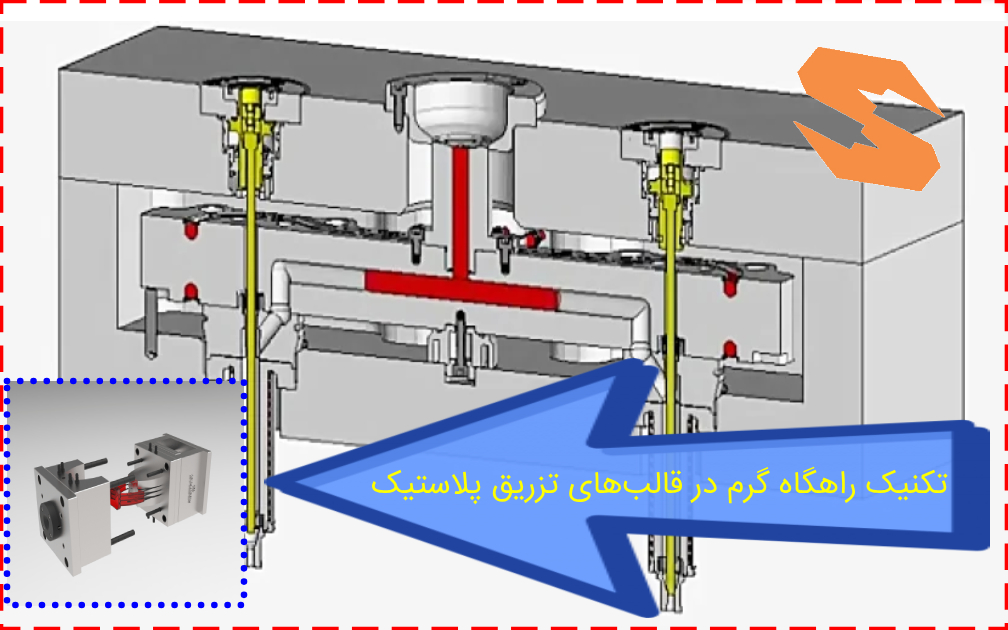
تکنیک راهگاه گرم در قالبسازی پلاستیک
دیده نشدن محل تزریق در یک قطعه پلاستیک به ظاهر توقعی کم اهمیت تلقی می گردد که در عمل بهیچوجه امکان پذیر نیست.
بالاخره هر قطعهای در جایی می بایست تزریق شود. امروزه موقعیت دقیق نقاط تزریق با کمک محاسبات عددی و کامپیوتری با دقت بالا قابل تعیین است.
از طرف دیگر انتخاب سیستمهای راهگاهی استاندارد مناسب با کمک منابع و اطلاعات فنی فروش شرکتهایی از قبیل HASCO با سهولت بیشتری صورت می گیرد.
مشتری چنین شرکتهایی هم به روش مرسوم و هم بروی سیستمهای نرم افزاری CAD می تواند قطعات استاندارد را
با در نظر گرفتن معیارهای تولید و مواد اولیه خاص هر قطعه در طرح قالب بررسی و نهایتاً استفاده کند.
سیستمهای راهگاهی استاندارد شامل طیف گستردهای از طرحهای متنوع از بوشهای تزریق برای راهگاه های میلهای متداول
تا نازلهای پنوماتیکی و مجموعه کامل سیستم راهگاه گرم با کنترل مثبت یک شیر سوزنی را دربر می گیرد.

🔶سیستم راهگاه گرم
واژه راهگاه گرم به معنای المانی مجزا در داخل قالبهای تزریق پلاستیک است که از واحد تزریق ماشین تا حفره (کویتی) قالب امتداد دارد
این المان در واقع مشابه یک سیلندر تزریق می باشد که تا حد ممکن عایق کاری شده است.
بدین وسیله مذاب مواد ترموپلاست بصورت همدما (ایزوترم) تا نزدیکی یا مستقیم به داخل حفره قالب هدایت می شود.
در چنین شرایطی، امکان تولید قطعات بدون راهگاه و یا ضایعات فراهم می گردد که خود مزیتی اساسی برای تولید انبوه بشمار می آید.
قطعات بزرگ تزریقی نظیر داشبورد یا سپر اتومبیل، محفظه کامپیوتر و دیگر قطعات مشابه عملاً بدون هدایت چند جانبه مذاب از طریق سیستم راهگاه گرم قابل تولید نیستند.
با استفاده از چند اتصال تزریق به قالبهای بزرگ جریان مذاب داخل حفره قالب مسیر کوتاهتری طی می کند.
از طرف دیگر، می توان ضخامت دیوارههای داخلی قطعه را به حداقل کاهش داد.
دیوارههای نازک و ظریف این مزیت را دارند که زمان خنک شدن قطعه را کم کرده و از همین طریق کل زمان سیکل تولید کاهش می یابد.
مزیت دیگر در چنین طرحهایی، کاستن از وزن قطعه تزریق است که به دلیل قیمت نسبتاً بالای مواد ترموپلاست، به میزان قابل توجهی در هزینههای مواد اولیه صرفه جویی می شود.

🔶راهگاه گرم چیست؟
راهگاه گرم یک مجموعه مکانیکی مجزا داخل قالب تزریق پلاستیک می باشد.
بشکل سادهای می توان آنرا بعنوان امتداد نازل تزریق ماشین در نظر گرفت.
وظیفه راهگاه گرم انتقال جرم پلاستیک مذاب بدون هیچگونه افت حرارتی و آسیب به داخل حفره (کویتی) قالب است.
دلایل استفاده از سیستم راهگاه گرم:
تزریق مستقیم.
هزینههای بالای مواد اولیه و لزوم صرفه جویی در آن.
کاهش هزینه عملیات تکمیلی بعد از تزریق.
تولید انبوه قطعات کوچک
تولید قطعات بزرگ با کانالهای طولانی جریان مواد.
کاهش زمان سیکل تولید.
حفاظت محیط زیست و مشکل تجزیه ضایعات حاصل از تزریق.
بکارگیری قالب روی ماشین های تزریق کوچکتر.
ساخت قالبهای طبقهای.
معیارهای تصمیم گیری برای انتخاب سیستم راهگاه گرم:
برای آنکه بتوان جهت یک کاربرد خاص، سیستم راهگاه گرم مناسبی انتخاب کرد، می بایست بروشنی از مزایا و معایب چنین مکانیزمهایی در حین کار متداول مطلع بود.
این سیستمها به تفکیک می بایست بنوعی با پارامترهای ذیل قابل عرضه باشند:
تنوع گرانروی (ویسکوزیته) مواد تزریقی.
امکان استفاده و مجاورت با مواد پایدار کننده .
تغییر رنگ
کار با ولتاژ ۲۲۰ یا ولتاژ پایین.
گرمایش داخلی یا خارجی.
هدایت گرمایی
قابلیت تحویل سریع سیستم راهگاهی، خدمات پس از فروش و حضور بین المللی سازنده سیستم.
🔶قالبهای مجهز به راهگاه گرم:
از نظر کاربران، این سیستم ها به چند زیر گروه اصلی قابل تفکیک هستند که عبارتند از :
-
گرمایش داخلی
-
گرمایش خارجی
-
ترکیبی
-
سیستمهای غیر کنترل شده
-
سیستمهای کنترل شده
-
سیستمهای گرمایش داخلی – خارجی
🔶سیستمهای گرمایش داخلی در مقایسه با نوع خارجی آن بدلیل جرم دقیقتر ماده مذاب در کانال های مقسم و سوزنی تزریق قطعه، دارای افت فشار بیشتری هستند.
این مکانیزم را بسادگی نمیتوان متعادل نمود و در پارامتر انتقال حرارت تنها با گرمکن های کارتریجی نصب شده داخل قالب قابل مقایسه میباشند.
هر چند پیشرفتهایی نیز در ساخت این سیستم ها و کسب چگالیهای حرارتی متفاوت در گرم کنهای کارتریجی از جمله:
ریختهگری مستقیم مبدلهای حرارتی و سوزنیها از جنس مس بدست آمده است،
اما با همه اینها محدودیتهایی هم چنان وجود دارد.
🔶مزایای سیستمهای گرمایش داخلی عبارتند از:
قیمت مناسب
قابلیت ساخت قطعات با خلل و فرج بسیار ریز و ظریف
امکان ساخت قالب با هزینه معقول
قابلیت ساخت مقاطع